DIPROニュース
VERICUT8 新機能のご紹介
操作性が向上し、加工検証作業をさらに効率化
VERICUT8ではユーザインターフェースの改善やオートディフ(比較検査機能)の強化が行われ、NCデータに対する品質確認操作の手数が削減されております。その他に新しい送り速度最適化機能「Force」が実装され、加工時間の短縮や工具寿命の延長、そして機械加工後の面粗度向上を図ることができます。
ここではリボン・インターフェース、オートディフ機能の強化、Force機能についてご紹介します。
リボン・インターフェース
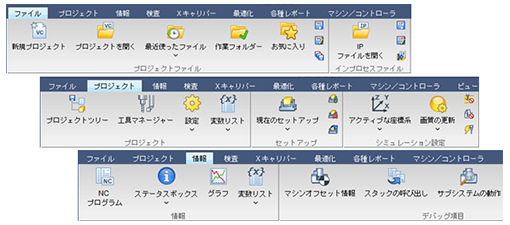
VERICUT8では最新のユーザーインターフェースであるリボンメニューに対応いたしました。シミュレーション環境構築からシミュレーション実行、検証作業までに必要なコマンド実行において、従来のメニューに比べて必要なクリック回数を平均3割削減します。(図1)
また、リボンメニューの表示項目はカスタマイズすることが可能です。シミュレーション用、最適化用、工作機械カスタマイズ用など用途に応じたメニュー構成を作成して使い分けることで、より効率的なオペレーションを行うことができます。
オートディフ機能の強化
オートディフ機能ではエラーメッセージとNCプログラムのリンク表示が可能になりました。
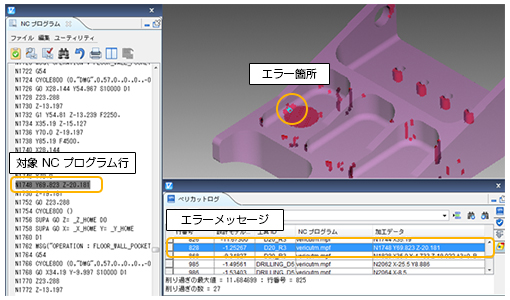
これまでのオートディフでは、エラーメッセージリストをクリックすると選択したエラーに該当するモデル部位がハイライト表示されていました。VERICUT8ではモデル部位に加えて、選択したエラー動作に対応するNCプログラム行も同時にハイライト表示されます。(図2)
エラーの原因となるNCプログラム行を即座に確認できるため、検証作業を効率的に行うことができます。
Force(送り速度最適化機能)
接触面積を算出し、切削抵抗値を評価
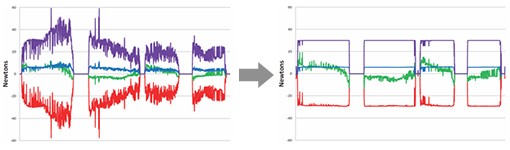
VERICUT8の新機能であるForce機能は、NCデータの切削状況を把握し、送り速度を効率的に自動調整するオプションモジュールです。切削体積率によって送り速度を最適化する既存のオプティパス機能と異なり、ワーク材質・工具材質・工具形状・切削条件等から工具にかかる切削抵抗値を計算し、加工パス全体において工具抵抗値が均一になるようにNCの送り速度を最適化します。送り速度の最適化により、加工時間を短縮するだけでなく工具寿命の向上を図ることができます。 (図3、図4)
指定された切削抵抗値・切屑厚さ等に基づいた送り速度を適用できるため、これまでは加工経験の蓄積が必要とされていた高硬度材や難削材の加工において特に有効に活用いただけます。
現状ではForce機能はミーリング加工のみに対応していますが、次期バージョンでは穴加工および旋盤加工への対応を予定しています。
VERICUT8はこの他にも充実した機能により、皆様の加工検証業務の効率化に貢献いたします。
PICK UP
-

Fujitsu デジタル生産準備VPSお客様事例 株式会社東光高岳 様
-

Teamcenter 製品アップデート 情報をより使いやすく! AI機能「Teamcenter Copilot」ご紹介
-

株式会社東野精機様 iCADフォルダ管理連携 システムの運用事例紹介
-

Fujitsu デジタル生産準備VPS お客様事例 創美クラフトポーランド株式会社 様
-

Teamcenter Assistant Preset(TCAP)ご紹介
-

VRを活用した生産準備業務のフロント ローディングへ向けて ~ 株式会社アドヴィックス様における Xphere活用事例 ~
-

3Dデータと点群データによる最先端VR営業 ~ 株式会社ヤマウラ様における VridgeR / Xphere活用事例 ~
-
COLMINA デジタル生産準備VPSお客様事例 株式会社SUBARU モノづくり本部 生産技術統括部 様
-
COLMINA デジタル生産準備VPSお客様事例 富士工業株式会社 ものづくり革新本部 技術部 技術2課 様
-

宇通バス様DIPROMEBIUSχの運用事例紹介
-

ポストコロナにおけるものづくり現場の デジタル化 ~ 株式会社ソーリンク様におけるXphere 活用事例 ~
-

COLMINA デジタル生産準備VPSお客様事例 株式会社東海理化 グローバル生産技術部 様