受託解析
解析事例
薄板のプレス成型解析
概要
自動車の車体は、薄板をプレス成型した部品を多数組み合わせることにより構成されますが、衝突性能と燃費向上のための軽量化を両立させるため、ハイテン鋼の使用率が向上しています。ハイテン鋼ではプレス成型時、亀裂やスプリングバック量が大きくなる傾向であり、金型製作前に成型性の不具合予測を実施し、金型設計にフィードバックすることが重要となってきます。
課題
プレス成型時の「亀裂・しわ、スプリングバック」などの成型不良を金型製作前に予測し、金型設計にフィードバックしたい。
DIPROからの提案
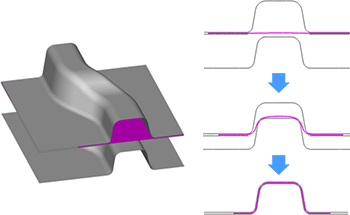
プレス成型性評価においては、非線形解析ソルバーを使用し、実際の成型工程を以下の2ステップに分けて解析を実施します。
- ブランクセット状態から金型最大ストロークまで
- 金型最大ストロークから初期位置まで
また、成型時は成型部品の曲げ伸ばしが断続的に発生するので、材料を移動硬化則とすることで、解析結果の精度が向上します。
解析によるメリット
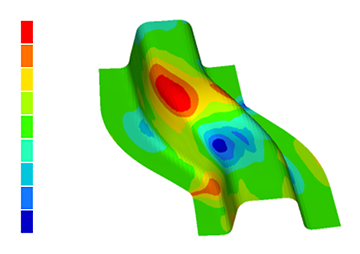
右上図は、成型後の板厚減少率を表したものです。赤色部は板厚減少率が大きく、亀裂発生の可能性があることがわかります。青色部は板が圧縮される箇所で、しわが発生する可能性があります。
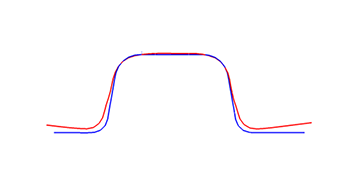
右下図の赤色は成型後の形状で、青色の金型最大ストローク時形状と比較して、斜面のスプリングバック量が大きいことがわかります。